"適材適所"を実現する異種材料接合技術を追求しています。
アルミ/異種金属接合
金属間化合物の形成を抑制し、接合信頼性が高い接合法です。
特長
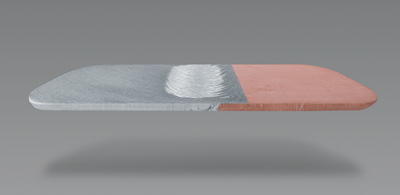
FSWによるアルミ/銅接合体
- アルミ/銅の接合品
導電材の軽量化と低コスト化を実現します。
- アルミ/鋼の接合品
車体や部品の軽量化と構造強度を両立します。
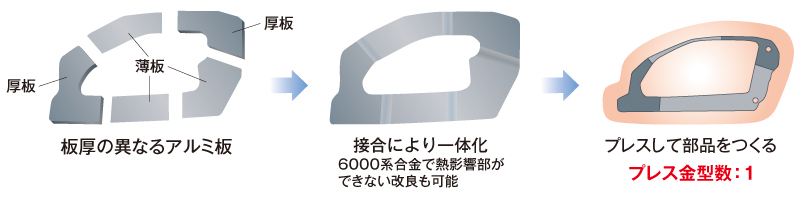
- 最適板厚配置によって部材 の軽量化を推進します。
- 製品形状に近いブランクで、歩留まりが向上します。
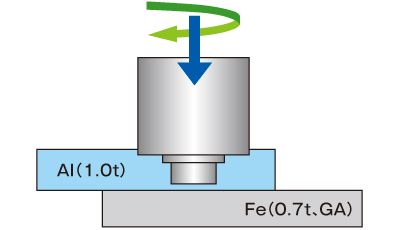
FSW
上板:6016アルミ合金板
下板:裸鋼板、各種めっき鋼板
継手:重ね継手
アルミ/樹脂接合
表面処理技術と組み合わせた接合方法です。
特長
- アルミ素材と表面処理、樹脂、接合方法のマッチングを提案します。
- 「KO処理」、「接着プライマー」などUACJ独自の表面処理により、アルミと樹脂の良好な接合強度を実現します。
特性
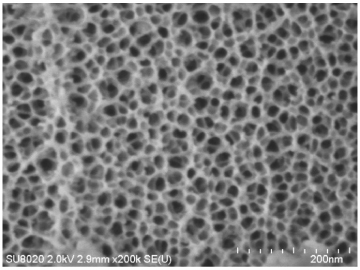
KO処理皮膜の表面状態
アルミ/樹脂接合の難易度
| 表面処理 |
樹脂材料 |
| EP |
ES, PA |
PP, PPS, ABS |
| 易 ← → 難 |
| KO処理 |
〇 |
〇 |
〇 - △ |
| アルマイト |
〇 |
〇 |
△ - ✕ |
| 接着プライマー |
✕ |
△ |
〇 - △ |
| 無処理 |
〇 |
△ |
✕ |
*良 〇→△→✕ 不良
*ホットプレス法による
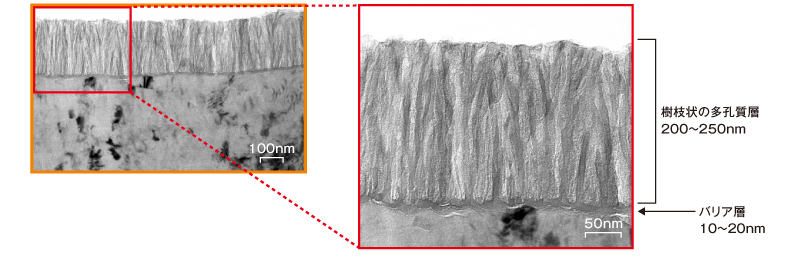
KO処理とは:
アルミ板をアルカリ性の電解液中で交流電解処理することで、
多孔質で樹枝状の複雑な形状の酸化皮膜を形成する処理。
通常の陽極酸化皮膜の厚みは2〜10μm。
KO処理の厚みは200〜250nm。
(KO処理は陽極酸化処理の1/10〜1/40と非常に薄い)